

Logistics Conveyor Systems Manufacturers
With more than four decades of experience serving a variety of industry sectors, our high quality, versatile conveyor solutions have helped to make the operations that sit at the centre of every business more efficient and effective. Our logistics conveyor systems in particular have played vital roles in cementing the success of many organisations.
We specialise in providing the logistics conveyor for your exacting requirements and if you can’t find what you’re looking for, our conveyor logistics specialists are on hand to manufacture a bespoke device that meets your needs. From bespoke logistics conveyor systems to logistics conveyor solutions from the world’s best known brands, our conveyors are ready and waiting to become a crucial part of your logistics warehouse and the driving force behind the automation of your supply chain.
What is a logistics conveyor system?
In the simplest terms, a conveyor system is a mechanical setup that moves items from one place or position to another. It’s proven to be the fastest way to transport goods from A to B, especially within the large scale warehouses so many logistics companies call home. Conveyor systems are also used widely across the food and beverage, agriculture, pharmaceutical, textile, mining, and plant and processing industries.
A logistics conveyor system allows for the quick and efficient transportation of materials and products from location to location. Various items can be conveyed depending on the specification of conveyor required. Standard or bespoke electrical controls can be implemented to cover your particular requirements, making them very well suited to the logistics sector.
Logistics conveyor systems usually operate from a fixed position, and use adds-on and ancillary equipment to complete tasks in conjunction with existing, non-conveyor equipment. This isn’t your only option when selecting the right logistics conveyor for your business however. Some designs, such as our flexible conveyors, are portable, meaning they can be moved around the facility and reconfigured to serve different departments and varying volumes.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Why do you need a conveyor system for logistics?
The use of conveyor logistics has grown exponentially in recent years. The placement of logistics conveyor systems across a wide range of applications is expected to rise further still as their adoption in settings such as airports, stadiums, restaurants and shopping centres continues to increase.
The warehousing industry has seen demand grow rapidly, especially in the face of the Covid-19 pandemic. The effect of the pandemic on a global scale not only saw the disruption of supply chains, it led to a change in consumer behaviour that is still causing a rising demand to this day. With lockdown restrictions implemented throughout the pandemic, consumers had to find an alternative route to shopping for goods instead of buying in store. This lead to a digital-first revolution and a rapid rise in online shopping activity.
Logistics conveyor solutions have paved the way for increased productivity, meaning businesses looking to capitalise on the surge of online shoppers could meet these demands head on. Logistics conveyors form part of the innovative systems that keep the flow of products between company and customer as consistent and optimised as possible.
The benefits of a logistics conveyor system
With the right logistics conveyor systems, you can automate your operations to grow your business successfully and better serve your expanding customer base. The introduction of conveyor logistics helps businesses of all sizes and niches save time and money, improve efficiency, boost workplace safety, and move higher quantities of goods than ever before.
Reduced manual handling aspects
Workplace safety is of course of the utmost importance. By using a logistics conveyor system, you can reduce many of the manual handling aspects that traditionally put workers at risk.
Logistics conveyor solutions use automation, fail-safes and safeguards to their advantage to protect staff from the risks that are synonymous with manual handling roles within the logistics sector. With goods and materials in transit along a fixed path, there is a lower chance of collisions when compared with the use of forklift trucks and the manual pulling or pushing of loads.
Many of the latest logistics conveyor systems incorporate advanced safety features to lower or eliminate the risk of accidents and injuries.
Lower operational costs
With a logistics conveyor, businesses can facilitate the internal transportation of goods with minimal or no additional labour required, lowering operational costs drastically. Costs can also be kept low during periods where throughput needs to be increased or decreased.
Reduced personnel and MHE movements
The continuous flow of goods is integral to the success of any logistics warehouse. With logistics conveyor systems, this continuous flow can be facilitated whilst reducing the need for personnel and other material handling equipment (MHE) movements.
The right logistics conveyor can prevent damage to goods and ensure the safety of personnel. With reduced movements, personnel can also be used more effectively to add value elsewhere within the business.
Improved production output
The improved efficiency and productivity that can be harnessed via the integration of conveyor logistics within your warehouse is perhaps one of the best-regarded benefits. The speed of logistics conveyors can be adapted to your exact requirements, with production able to be accelerated during times of peak demand or reduced when business is a little slower.
Logistics conveyor systems can be used to transport goods of varying shapes, sizes and weights in volume for sorting, picking or packing to ensure improved production output whatever your requirements.
Elevation to high level for increased production space / access
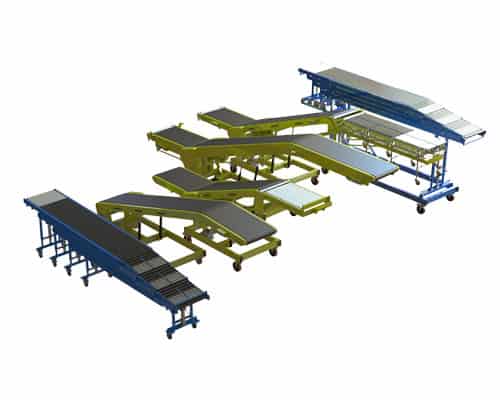
It’s not just at ground level where logistics conveyor systems work wonders. Elevated conveyor logistics can be used to safely and securely transport goods from one level to another, maximising the use of space above the warehouse floor.
As the name suggests, our Interfloor Belt Conveyors increase production space and access upwards to provide a cost effective and simple solution to your conveying requirements. Our belt conveyor helps make every inch of the warehouse useable. The units deliver versatile setups and can be incorporated into a large logistics system if required.
Increased efficiencies and accuracies
Human error is one factor known to slow logistics warehouses down. With the use of logistics conveyor systems either internally or externally, you can trade manual handling for automation to reduce the risk of human error as you scale up or down. Various conveyor types and speeds can be implemented, to cope with small or large throughput rates.
Those looking to take their business to the next level can do so without dramatic infrastructure changes, the expense of additional labour, or extra supply chain pressures.
What type of conveyors are most suitable for logistics?
There is a long list of conveyor systems that are suitable for warehouse and logistics applications, and are already widely used throughout the sector and supplied by us.
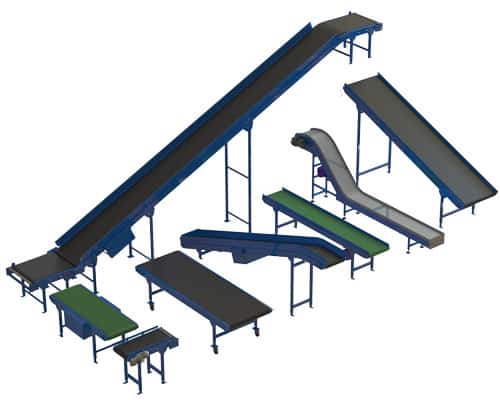
The belt conveyor is the best known conveyor type serving the sector. Belt conveyors are available in a selection of finishes and materials to make them suitable for the handling and transportation of a diverse range of goods, from flammable materials to food safe items. Robust, premium quality and highly configurable, powered belts provide easy installation and levelling for organisations looking to consolidate their operations throughout conveyor logistics.
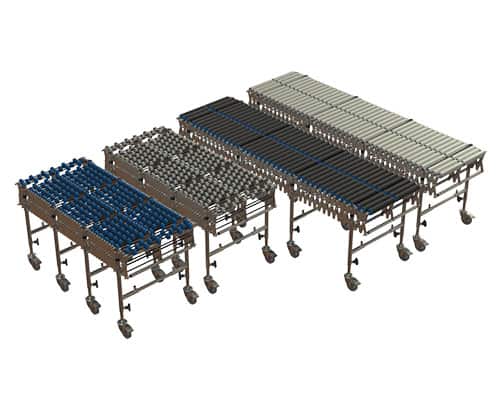
Gravity conveyors using a series of rollers to provide a logistics conveyor. With a gravity conveyor, you can create simple cost effective packing lines. Incorporating packing benches etc if required, to make better use of your logistics warehouse.
Flexible conveyors provide a portable logistics conveyor that can be moved, stretched out and positioned in minutes. Ideal for supplementing your existing warehouse management system, this logistics conveyor can be used in store, within your warehouse or on your production line to increase productivity in times of high demand.
It’s not just internally where the introduction of logistics conveyor systems makes perfect sense. Loading and unloading conveyors can be used externally to improve the transportation of goods onto and off vehicles. Suitable for use with 20ft or 40ft containers and trailers, these powered and gravity logistics conveyors make loading and unloading as simple, seamless and safe as it should be.
Why choose Ocon Conveyors for your business?
Whatever logistics conveyor you’re searching for to improve your operations, we can help. With over 40 years of experience providing high quality conveyors throughout the Midlands and beyond, we offer a comprehensive range of systems for the logistics industry.
Boasting the highest specifications and most competitive prices, our market-leading logistics conveyor systems can be used to strengthen your existing operations or transform your warehouse management system with maximum throughput, accuracy, efficiency and safety in mind.
For clients who have already invested in our fixed or flexible logistics conveyors, our aftercare services (which include conveyor servicing, repairs, installation and spare parts) mean you can reap the rewards of logistics conveyor use for the long term. For further information on our logistics conveyor systems and how they can be used to enhance your warehouse, please contact us today.